Shell Mold
Process
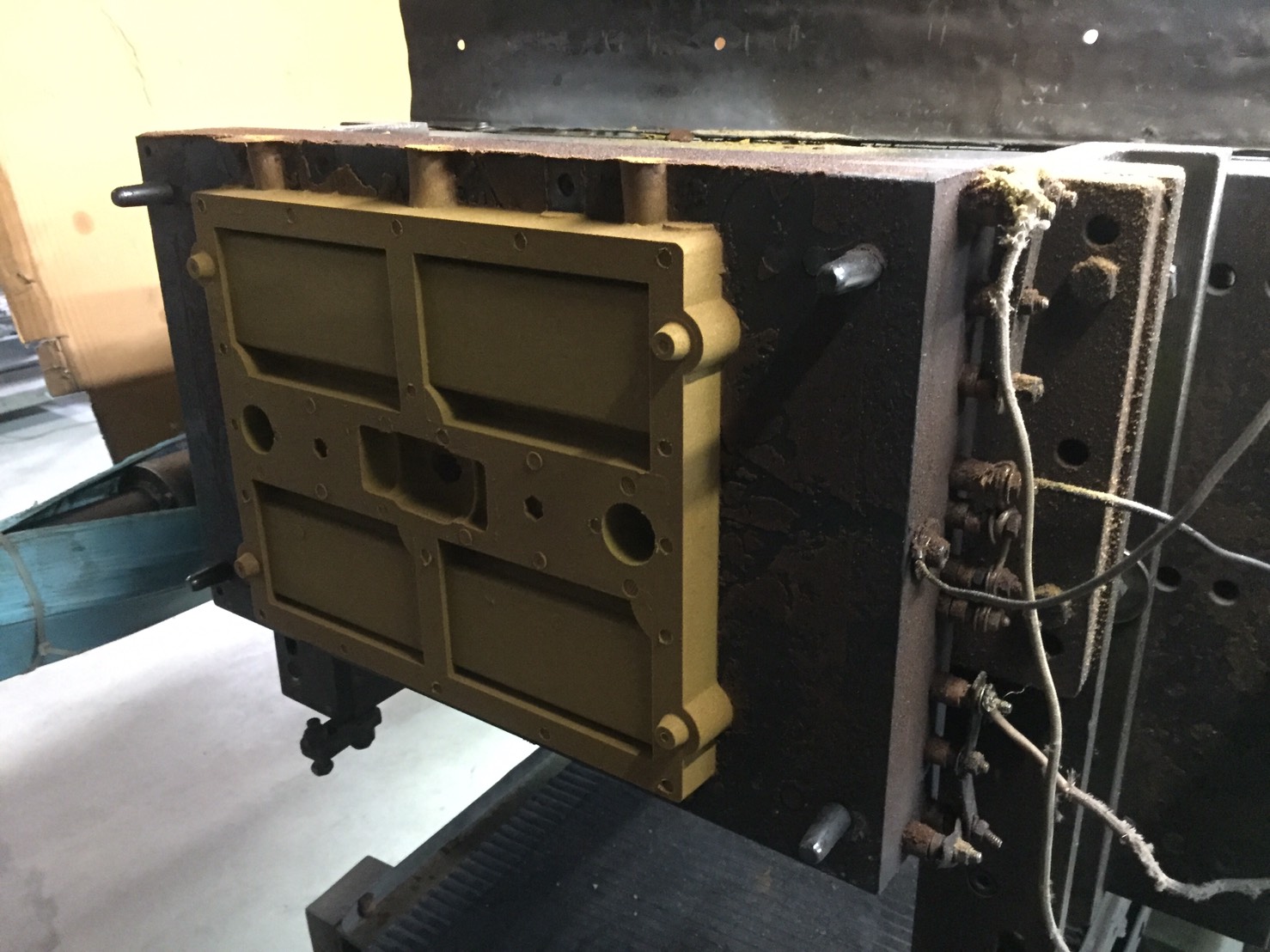
The fine resin sand is injected into the heated pattern. The resin sand will be cured into the pattern and form the strong and fine sand mold. This sand mold is as negative shape as the part. Our machine is fully automatic from sand injection until sand mold ejection, therefore no any human error occur during production.
.jpg)
In case, cores are necessary especially for complex hollow parts, we use the other machine(smaller) to make these cores. Also this machine is fully automatic.

The sand mold and core are touched up such as removing all unnecessary flash, graphite coating (if necessary).

The sand molds and cores are joined together to form stack mold.

The stack mold is clamped and ready to be poured.

The molten metal is poured into the stack mold, producing a metal duplicate of the pattern.

After the metal has solidified and cooled, the sand mold material is mechanically removed, leaving the tree of cast metal parts.
.jpg)
The individual castings are cut or knocked off from the tree. Feed gate stubs are ground off. Then the cleaning process and quality assurance is done as same as the parts from investment casting process.